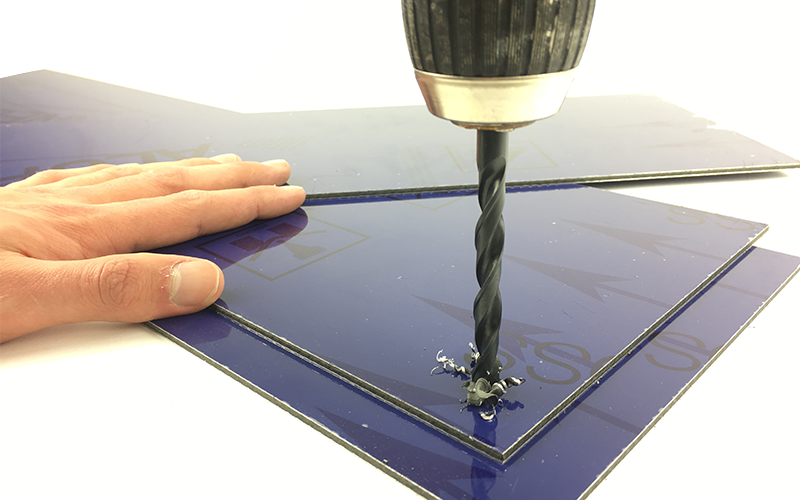
Drilling Dibond is the same as drilling full aluminium sheets and plastic sheets. For drilling aluminium composite panels (ACP), regular drills and drill bits are sufficient. When choosing a drill, go for a high-speed steel (HSS) twist drill with a drilling angle of between 100 and 140 degrees. For the sake of precision, you can choose a drill with a centring tip. You can of course also centre the borehole with a centre point, but then you must be cautious when striking the tip. We recommend taking a centre point with a narrow, blunt tip and using a light hammer. It is not intended that the centre point should perforate the top layer. By using a light hammer, you will prevent the core layer from getting too large a ‘tick’ and bursting.
Depending on the drill diameter and panel thickness, the speed can vary, but as a general rule, a speed of 900 rpm should always be OK. When drilling aluminium Dibond sheets, you must take into account the heat conducting properties of the material. Dibond sheets conduct heat very badly, which means that the heat from drilling is retained in the material. If the drilling speed or the pressure is too high, the core material may melt, this must be avoided at all times. If you have a cooling machine, it is advisable to switch on the cooling. If you don’t you have any cooling, then keep an eye on the drilling speed. Allow the chip to break off by occasionally lifting the drill.
We advise you to galvanize each drill hole so that the top layer is neatly finished and no burrs remain on the hole. By finishing the top layer neatly, you prevent the material from tearing. Use a sovereign drill with a large top angle.